


SMT קלעפּשטאָף, אויך באַקאַנט ווי SMT קלעפּשטאָף, SMT רויט קלעפּשטאָף, איז געוויינטלעך אַ רויטע (אויך געל אָדער ווייס) פּאַסטע וואָס איז גלייך פאַרשפּרייט מיט האַרדערער, פּיגמענט, סאָלווענט און אַנדערע קלעפּשטאָפן, דער הויפּט געניצט צו באַזייטיגן קאָמפּאָנענטן אויף דער דרוק-פּלאַטע, בכלל פאַרשפּרייט דורך דיספּענסינג אָדער שטאָל פאַרשטעלן דרוק מעטאָדן. נאָך באַזייטיגן די קאָמפּאָנענטן, לייגן זיי אין אויוון אָדער ריפלאָו אויוון פֿאַר הייצונג און האַרטן. דער חילוק צווישן דעם און דער סאָלדער פּאַסטע איז אַז עס ווערט געהאַרט נאָך היץ, זיין פרירן פּונקט טעמפּעראַטור איז 150 °C, און עס וועט נישט צעלאָזן נאָך ווידערהייצן, דאָס הייסט, דער היץ האַרטן פּראָצעס פון דעם פּאַטש איז אומקערלעך. די נוצן ווירקונג פון SMT קלעפּשטאָף וועט ווערייִרן רעכט צו די טערמישע קיורינג באדינגונגען, די פארבונדן כייפעץ, די עקוויפּמענט געניצט, און די אָפּערייטינג סוויווע. דער קלעפּשטאָף זאָל זיין אויסגעקליבן לויט די געדרוקטע קרייַז ברעט אַסעמבלי (PCBA, PCA) פּראָצעס.
קעראַקטעריסטיקס, אַפּלאַקיישאַן און פּראָספּעקט פון SMT פּאַטש קלעפּיק
SMT רויטער קליי איז א סארט פאלימער קאמפאונד, די הויפט קאמפאנענטן זענען די באזע מאטעריאל (דאס הייסט, די הויפט הויך מאלעקולארע מאטעריאל), פילער, קיורינג אגענט, אנדערע צוגאבן און אזוי ווייטער. SMT רויטער קליי האט וויסקאזיטעט פלוידיטי, טעמפעראטור אייגנשאפטן, נאסקייט אייגנשאפטן און אזוי ווייטער. לויט דעם אייגנשאפט פון רויטן קליי, אין דער פראדוקציע, איז דער ציל פון ניצן רויטן קליי צו מאכן די טיילן פעסט קלעבן צו דער ייבערפלאך פון די PCB צו פארמיידן עס פון פאלן. דעריבער, איז דער פּאַטש קליי א ריין פארברוך פון נישט-עסענציעלע פראצעס פראדוקטן, און יעצט מיט דער קאנטינעווערליכער פארבעסערונג פון PCA דיזיין און פראצעס, זענען דורכ-לאך ריפלאָו און צוויי-זייטיגע ריפלאָו וועַלדינג איינגעזען געווארן, און דער PCA מאַונטינג פראצעס ניצן דעם פּאַטש קליי ווייזט א ווייניקער און ווייניקער טענדענץ.
דער ציל פון ניצן SMT קליי
① פאַרהיטן קאָמפּאָנענטן פון אַראָפּפאַלן אין כוואַליע-לאָטערן (כוואַליע-לאָטערן פּראָצעס). ווען מען ניצט כוואַליע-לאָטערן, ווערן די קאָמפּאָנענטן פאַרפעסטיקט אויף דער געדרוקטע ברעט כדי צו פאַרהיטן די קאָמפּאָנענטן פון אַראָפּפאַלן ווען די געדרוקטע ברעט גייט דורך דער לאָטערן-רינע.
② פאַרהיטן אַז די אַנדערע זײַט פֿון די קאָמפּאָנענטן זאָלן נישט אַראָפּפֿאַלן בײַם רעפֿלאָו וועַלדינג (צוויי-זײַטיקער רעפֿלאָו וועַלדינג פּראָצעס). בײַם צוויי-זײַטיקן רעפֿלאָו וועַלדינג פּראָצעס, כּדי צו פאַרהיטן אַז די גרויסע דעווײַסעס אויף דער געלאָטענער זײַט זאָלן נישט אַראָפּפֿאַלן צוליב דער היץ וואָס די לאָט צעשמעלצט, זאָל מען מאַכן דעם SMT פּאַטש קליי.
③ פאַרהיטן די דיספּלייסמאַנט און שטיין פון קאָמפּאָנענטן (ריפלאָו וועַלדינג פּראָצעס, פאַר-קאָוטינג פּראָצעס). געניצט אין ריפלאָו וועַלדינג פּראָצעסן און פאַר-קאָוטינג פּראָצעסן צו פאַרמייַדן דיספּלייסמאַנט און רייזער בעשאַס מאָנטירונג.
④ מאַרקירן (כוואַליע סאָלדערינג, ריפלאָו וועַלדינג, פאַר-קאָטינג). דערצו, ווען געדרוקטע ברעטער און קאָמפּאָנענטן ווערן געביטן אין באַטשאַז, ווערט פּאַטש קלעפּשטאָף געניצט פֿאַר מאַרקירן.
SMT קליי איז קלאַסיפיצירט לויט די מאָדע פון נוצן
א) קראַצן טיפ: גרייסן ווערן דורכגעפירט דורך דרוקן און קראַצן שטאָל מעש. די מעטאָדע איז די מערסט וויידלי געניצט און קען ווערן גענוצט גלייך אויף דער סאָלדער פּאַסטע פּרעסע. די שטאָל מעש לעכער זאָלן ווערן באַשטימט לויטן טיפּ טיילן, די פאָרשטעלונג פון דעם סאַבסטראַט, די גרעב און די גרייס און פאָרעם פון די לעכער. אירע מעלות זענען הויך גיכקייט, הויך עפעקטיווקייט און נידעריק קאָסטן.
ב) אויסטיילן טיפ: דער קליי ווערט אנגעטראָגן אויף דער געדרוקטע קרייז ברעט דורך אויסטיילן עקוויפּמענט. ספעציעלע אויסטיילן עקוויפּמענט איז נויטיק, און די קאסטן זענען הויך. אויסטיילן עקוויפּמענט ניצט קאמפרעסט לופט, דער רויטער קליי ווערט געברענגט דורך א ספעציעלן אויסטיילן קאפ צום סובסטראט, די גרייס פונעם קליי פונקט, וויפיל, לויט דער צייט, דרוק רער דיאַמעטער און אנדערע פאראמעטערס צו קאנטראלירן, די אויסטיילן מאשין האט א פלעקסיבלע פונקציע. פאר פארשידענע טיילן קענען מיר ניצן פארשידענע אויסטיילן קעפ, שטעלן פאראמעטערס צו ענדערן, איר קענט אויך ענדערן די פארעם און קוואנטיטעט פונעם קליי פונקט, כדי צו דערגרייכן דעם עפעקט, די מעלות זענען באקוועם, פלעקסיבל און סטאביל. דער חסרון איז גרינג צו האבן דראט צייכענונג און בלאָזן. מיר קענען צופּאַסן די אפערירן פאראמעטערס, גיכקייט, צייט, לופט דרוק, און טעמפּעראַטור צו מינימיזירן די חסרונות.
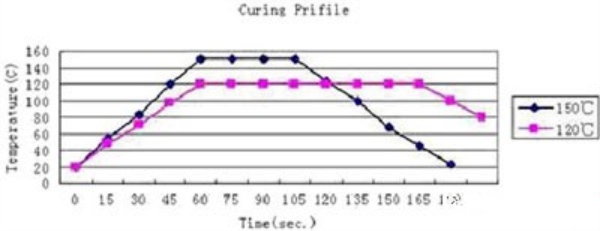
SMT פּאַטש קלעפּשטאָף טיפּישע קיורינג באדינגונגען
| אויסהאַרטן טעמפּעראַטור | אויסהאַרטן צייט |
| 100℃ | 5 מינוט |
| 120℃ | 150 סעקונדעס |
| 150℃ | 60 סעקונדעס |
באַמערקונג:
1, וואָס העכער די קיורינג טעמפּעראַטור און וואָס לענגער די קיורינג צייט, אַלץ שטאַרקער די באַנדינג שטאַרקייט.
2, ווייל די טעמפּעראַטור פון די פּאַטש קלעפּשטאָף וועט זיך ענדערן מיט די גרייס פון די סאַבסטראַט טיילן און די מאַונטינג פּאָזיציע, רעקאָמענדירן מיר צו געפֿינען די מערסט פּאַסיק כאַרדאַנינג באדינגונגען.
סטאָרידזש פון SMT פּאַטשאַז
עס קען ווערן געהאלטן פאר 7 טעג ביי צימער טעמפּעראַטור, פאר מער ווי 6 חדשים ביי ווייניקער ווי 5°C, און פאר מער ווי 30 טעג ביי 5 ~ 25°C.
SMT קלעפּיק פאַרוואַלטונג
ווייל SMT פּאַטש רויט קליי איז אַפעקטירט דורך טעמפּעראַטור מיט זיין אייגענע וויסקאָסיטי, פלוידיטי, וועטינג און אנדערע קעראַקטעריסטיקס, אַזוי SMT פּאַטש רויט קליי מוזן האָבן זיכער באדינגונגען פון נוצן און סטאַנדאַרדייזד פאַרוואַלטונג.
1) רויטער קליי זאָל האָבן אַ ספּעציפֿישע פֿלוס נומער, לויט דער צאָל פֿיטער, דאַטע, טיפּ צו נומער.
2) רויטע קליי זאָל מען האַלטן אין פרידזשידער ביי 2 ~ 8 °C כּדי צו פאַרמייַדן אַז די אייגנשאַפטן זאָלן נישט ווערן אַפעקטירט צוליב טעמפּעראַטור ענדערונגען.
3) דער רויטער קליי דארף מען ווארעמען ביי צימער טעמפעראטור פאר 4 שעה, אין דער סדר פון ערשטער-אריין-ערשטער-אויס נוצן.
4) פארן אויסגעבן, זאל מען אויפטויען דעם רויטן קליי פונעם שלאנג, און דעם רויטן קליי וואס איז נישט אויסגענוצט געווארן זאל מען צוריקלייגן אין פרידזשידער פאר אויפבעווארעניש, און מען קען נישט מישן דעם אלטן קליי און דעם נייעם קליי.
5) כדי גענוי אויסצופילן דעם צוריקקער טעמפּעראַטור רעקאָרד פאָרעם, צוריקקער טעמפּעראַטור פּערזאָן און צוריקקער טעמפּעראַטור צייט, דאַרף דער באַניצער באַשטעטיקן די פֿאַרענדיקונג פֿון די צוריקקער טעמפּעראַטור איידער נוצן. בכלל, קען מען נישט נוצן רויטע קליי וואָס איז שוין נישט פֿאַרעלטערט.
פּראָצעס קעראַקטעריסטיקס פון SMT פּאַטש קלעפּיק
פֿאַרבינדונג שטאַרקייט: SMT קלעפּשטאָף מוז האָבן אַ שטאַרקע פֿאַרבינדונג שטאַרקייט, נאָך דעם ווי עס ווערט פֿאַרהאַרטעט, וועט דער סאַדער נישט אָפּשאָלענען זיך אפילו ביי דער צעשמעלץ טעמפּעראַטור.
פּונקט קאָוטינג: איצט, די פאַרשפּרייטונג מעטאָד פון געדרוקטע ברעטער איז מערסטנס פּונקט קאָוטינג, אַזוי די קליי איז פארלאנגט צו האָבן די פאלגענדע פּראָפּערטיעס:
① אַדאַפּטירן צו פֿאַרשידענע מאַונטינג פּראָצעסן
גרינג צו שטעלן די צושטעל פון יעדן קאָמפּאָנענט
③ פּשוט צו אַדאַפּטירן צו פאַרבייַטן די קאָמפּאָנענט ווערייאַטיז
④ סטאַביל פּונקט קאָוטינג סומע
אַדאַפּטירן צו הויך-גיכקייַט מאַשין: די פּאַטש קלעפּשטאָף וואָס ווערט איצט גענוצט מוז טרעפן די הויך-גיכקייַט פון די אָרט קאָוטינג און הויך-גיכקייַט פּאַטש מאַשין, ספּעציפֿיש, דאָס הייסט, הויך-גיכקייַט אָרט קאָוטינג אָן דראָט צייכענונג, און דאָס הייסט, הויך-גיכקייַט מאַונטינג, געדרוקט ברעט אין די טראַנסמיסיע פּראָצעס, די קלעפּשטאָף צו ענשור אַז די קאַמפּאָונאַנץ טאָן ניט רירן.
דראָט צייכענונג, קאַלאַפּס: אַמאָל די פּאַטש קליי קלעפּט זיך צו די פּאַד, די קאָמפּאָנענטן קענען נישט דערגרייכן די עלעקטרישע פֿאַרבינדונג מיט די געדרוקטע ברעט, אַזוי די פּאַטש קליי מוז זיין אָן דראָט צייכענונג בעשאַס קאָוטינג, קיין קאַלאַפּס נאָך קאָוטינג, כּדי נישט צו פאַרפּעסטיקן די פּאַד.
נידעריק-טעמפּעראַטור קיורינג: ווען קיורינג, די היץ-קעגנשטעליק פּלאַג-אין קאַמפּאָונאַנץ וועַלסטעד מיט כוואַליע קרעסט וועַלדינג זאָל אויך דורכגיין די ריפלאָו וועַלדינג אויוון, אַזוי די כאַרדאַנינג באדינגונגען מוזן טרעפן די נידעריק טעמפּעראַטור און קורץ צייט.
זעלבסט-אַדזשאַסטמענט: אין דעם ריפלאָו וועַלדינג און פאַר-קאָוטינג פּראָצעס, ווערט דער פּאַטש קליי אויסגעהאַרטעט און פאַרפעסטיקט איידער דער סאָלדער צעשמעלצט זיך, אַזוי וועט עס פאַרהיטן דעם קאָמפּאָנענט פון זינקען אין דעם סאָלדער און זיך זעלבסט-אַדזשאַסטירן. אין ענטפער צו דעם, האָבן פאַבריקאַנטן דעוועלאָפּעד אַ זעלבסט-אַדזשאַסטינג פּאַטש.
SMT קלעפּשטאָף פּראָסט פּראָבלעמען, חסרונות און אַנאַליז
אונטערשטויס
די שטויס שטאַרקייט פאָדערונג פון די 0603 קאַפּאַסיטאָר איז 1.0 קג, די קעגנשטעל איז 1.5 קג, די שטויס שטאַרקייט פון די 0805 קאַפּאַסיטאָר איז 1.5 קג, די קעגנשטעל איז 2.0 קג, וואָס קען נישט דערגרייכן די אויבן שטויס, וואָס ינדיקייץ אַז די שטאַרקייט איז נישט גענוג.
בכלל געפֿירט דורך די פאלגענדע סיבות:
1, די סומע פון קליי איז נישט גענוג.
2, די קאָללאָיד איז נישט 100% געהיילט.
3, פּקב ברעט אָדער קאַמפּאָונאַנץ זענען קאַנטאַמאַנייטאַד.
4, די קאָללאָיד זיך איז שוואַך, קיין שטאַרקייט.
טיקסאָטראָפּישע אינסטאַביליטעט
א 30 מל שפּריץ קליי דאַרף ווערן געשלאָגן צענדליקער טויזנטער מאָל מיט לופט דרוק כּדי עס זאָל אויסגענוצט ווערן, אַזוי דער פּאַטש קליי אַליין דאַרף האָבן אַ גוטע טיקסאָטראָפּי, אַנדערש וועט עס פאַרשאַפן אַן אומסטאַביליטעט פון דעם קליי פּונקט, צו ווייניק קליי, וואָס וועט פירן צו נישט גענוג שטאַרקייט, וואָס וועט פאַרשאַפן די קאָמפּאָנענטן צו פאַלן אַראָפּ בעת כוואַליע סאַדערינג, פאַרקערט, די סומע פון קליי איז צו פיל, ספּעציעל פֿאַר קליינע קאָמפּאָנענטן, גרינג צו קלעבן זיך צו דעם פּאַד, פאַרמייַדנדיק עלעקטרישע פֿאַרבינדונגען.
נישט גענוג קליי אדער ליק פונקט
סיבות און קעגן-מעזשורן:
1, די דרוק ברעט ווערט נישט רעגולער ריין געמאַכט, זאָל ווערן ריין געמאַכט מיט עטאַנאָל יעדע 8 שעה.
2, די קאָלאָיד האט ימפּיוראַטיז.
3, די עפענונג פון די מעש ברעט איז נישט גלייכגילטיק צו קליין אדער די דיספּענסינג דרוק איז צו קליין, דער פּלאַן פון נישט גענוג קליי.
4, עס זענען דא בלאָזן אין דעם קאָללאָיד.
5. אויב דער דיספּענסינג קאָפּ איז פארשטאפט, זאָל מען גלייך רייניקן די דיספּענסינג נאָזל.
6, די פאָרהייצן טעמפּעראַטור פון די דיספּענסינג קאָפּ איז נישט גענוג, די טעמפּעראַטור פון די דיספּענסינג קאָפּ זאָל זיין געשטעלט אויף 38 ℃.
דראָט-צייכענונג
די אזוי גערופענע דראָט צייכענונג איז די דערשיינונג אז דער פּאַטש קליי צעברעכט זיך נישט ביים אויסטיילן, און דער פּאַטש קליי איז פארבונדן אויף א פילאַמענטאָזן אופן אין דער ריכטונג פונעם אויסטיילער קאָפּ. עס זענען דא מער דראָטן, און דער פּאַטש קליי איז באדעקט אויפן געדרוקטן בלאָק, וואָס וועט פאַראורזאַכן שלעכטע וועַלדינג. ספּעציעל ווען די גרייס איז גרעסער, איז דאָס דערשיינונג מער מסתּמא צו פּאַסירן ווען דער פּוינט קאָוטינג מויל ווערט אויסגעטריקנט. די צייכענונג פונעם פּאַטש קליי ווערט דער עיקר באַאיינפלוסט דורך די צייכענונג אייגנשאַפטן פון זיין הויפּט קאָמפּאָנענט רעזין און די איינשטעלונג פון די פּוינט קאָוטינג באדינגונגען.
1, פאַרגרעסערן די דיספּענסינג מאַך, רעדוצירן די מאָווינג גיכקייַט, אָבער עס וועט רעדוצירן דיין פּראָדוקציע שלאָגן.
2, די נידעריקער וויסקאָסיטי, הויך טיקסאָטראָפּי פון די מאַטעריאַל, די קלענערער די טענדענץ צו ציען, אַזוי פּרוּווט צו קלייַבן אַזאַ אַ פּאַטש קלעפּשטאָף.
3, די טעמפּעראַטור פון די טערמאָסטאַט איז אַ ביסל העכער, געצוואונגען צו סטרויערן צו נידעריק וויסקאָסיטי, הויך טיקסאָטראָפּיק פּאַטש קליי, און דאַן אויך באַטראַכטן די סטאָרידזש פּעריאָד פון די פּאַטש קליי און די דרוק פון די דיספּענסינג קאָפּ.
היילינג
די פליסיקייט פון די פּאַטש וועט פאַראורזאַכן קאַלאַפּס. די געוויינטלעכע פּראָבלעם פון קאַלאַפּס איז אַז געשטעלט צו לאַנג נאָך די ספּאַט קאָוטינג וועט פאַראורזאַכן קאַלאַפּס. אויב די פּאַטש קליי איז אויסגעשטרעקט צו די פּאַד פון די געדרוקטע קרייַז ברעט, וועט עס פאַראורזאַכן שלעכט וועַלדינג. און די קאַלאַפּס פון די פּאַטש קליי פֿאַר יענע קאַמפּאָונאַנץ מיט לעפיערעך הויך פּינס, עס רירט נישט די הויפּט גוף פון די קאָמפּאָנענט, וואָס וועט פאַראורזאַכן ניט גענוגיק אַדכיזשאַן, אַזוי די קאַלאַפּס קורס פון די פּאַטש קליי וואָס איז גרינג צו קאַלאַפּס איז שווער צו פאָרויסזאָגן, אַזוי די ערשטיק שטעלן פון זיין דאַט קאָוטינג סומע איז אויך שווער. אין ליכט פון דעם, מיר מוזן קלייַבן יענע וואָס זענען נישט גרינג צו קאַלאַפּס, דאָס הייסט, די פּאַטש וואָס איז לעפיערעך הויך אין שאָקל לייזונג. פֿאַר די קאַלאַפּס געפֿירט דורך געשטעלט צו לאַנג נאָך די ספּאַט קאָוטינג, מיר קענען נוצן אַ קורץ צייט נאָך די ספּאַט קאָוטינג צו פאַרענדיקן די פּאַטש קליי, קיורינג צו ויסמיידן.
קאָמפּאָנענט אָפסעט
קאָמפּאָנענט אָפסעט איז אַן אַנוואָנטעד דערשיינונג וואָס איז גרינג צו פּאַסירן אין הויך-גיכקייַט SMT מאשינען, און די הויפּט סיבות זענען:
1, איז די געדרוקטע ברעט הויך-גיכקייַט באַוועגונג פון די XY ריכטונג געפֿירט דורך די אָפסעט, די פּאַטש קלעפּיק קאָוטינג געגנט פון קליינע קאַמפּאָונאַנץ פּראָנע צו דעם דערשיינונג, די סיבה איז אַז די אַדכיזשאַן איז נישט געפֿירט דורך.
2, די סומע פון קליי אונטער די קאָמפּאָנענטן איז נישט קאָנסיסטענט (אַזאַ ווי: די צוויי קליי פונקטן אונטער די IC, איין קליי פונקט איז גרויס און איין קליי פונקט איז קליין), די שטאַרקייט פון די קליי איז אַנבאַלאַנסט ווען עס איז כיטיד און געהיילט, און די סוף מיט ווייניקער קליי איז גרינג צו אָפסעט.
איבער כוואַליע סאָלדערינג אַוועק טיילן
די סיבות זענען קאָמפּליצירט:
1. די קלעפּשטאָף־קראַפט פֿון דעם לאַטע איז נישט גענוג.
2. עס איז געווען אימפּאַקטעד איידער כוואַליע סאַדערינג.
3. עס איז דא מער רעשטלעך אויף עטלעכע קאמפאנענטן.
4, די קאָללאָיד איז נישט קעגנשטעליק צו הויך טעמפּעראַטור פּראַל
פּאַטש קליי מיקס
פאַרשידענע פאַבריקאַנטן פון פּאַטש קליי אין דער כעמישער זאַץ האָבן אַ גרויס חילוק, געמישט נוצן איז גרינג צו פּראָדוצירן אַ פּלאַץ פון שלעכטס: 1, קיורינג שוועריקייטן; 2, די קלעפּיק רעליי איז נישט גענוג; 3, אָוווערכוואַליע סאַדערינג אַוועק ערנסט.
די לייזונג איז: גרינטלעך רייניקן די מעש ברעט, סקראַפּער, דיספּענסינג און אנדערע טיילן וואָס זענען גרינג צו פאַרשאַפן מישן, און ויסמיידן מישן פאַרשידענע בראַנדז פון פּאַטש קליי.
פּאָסט צייט: יולי-05-2023





